自然環境と共存できる製法を守る
 商品づくりを支える中央アルプス空木岳の清流
商品づくりを支える中央アルプス空木岳の清流豊かな自然と清らかな水が商品づくりの原点
製造に最適なよりよい水を求め、水質が良く、敷地の上方に人家等がない豊かな自然環境であるこの駒ヶ根に工場を構えました。設立当初から「森林工場」をコンセプトに、工場敷地の7割を占める森を守りながら、地形を生かした自然と調和する工場づくりを行っています。構内は山の傾斜を利用し、上方の建物から工程が進むごとに下方の建物に液体が流れる省エネ設計になっており、一番上が原酒庫、一番下が瓶詰・包装を行う瓶詰棟になっています。電線や配管は全て地下の共同溝に敷設し、自然景観との調和にも配慮しています。
また、皆様に厳しい品質管理の下でのものづくりの様子を見ていただくために、製造ラインを公開しています。ガラス越しに実際の製造現場を見ていただくことで、「真摯なものづくりの姿に安心できる」というお声も頂き、励みになっています。
環境にやさしい独自の製造方法

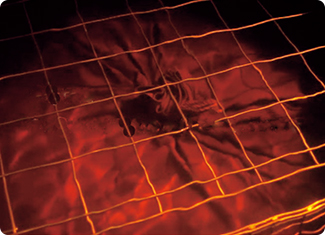
- 生薬浸漬抽出工程(調合した14種類の生薬を生薬袋に入れ、原酒となるみりんやアルコールに漬け込み、約2か月間規定の濃度になるまで浸漬と循環を繰り返す)
薬用養命酒は古くよりこの伊那谷の自然の恵みによって造られた薬酒です。14種類の生薬をあらかじめ配合し、これを同時に原酒に浸漬して成分を浸出する「合醸法」という製法で造ります。生薬を粉砕し、生薬袋に入れ、原酒に漬け込み、加温することなく原酒を数回循環させ、自然そのままの状態で生薬の有効成分を抽出する、薬酒本来の製法です。熱を加える必要がなく、最低限の撹拌ですむため、電気や燃料の使用を抑え、省電力で生薬の有効成分を抽出できる、環境にやさしい製法でもあります。
商品づくりに使用する水は、中央アルプスの花崗岩層に長い時間をかけて磨かれ、体に染み込むようなさらりとした甘みのある口当たりです。極めて硬度の低い極軟水で、生薬の力を活かして造る薬用養命酒に最適の水と言えます。この水を地下150mの深井戸から汲み上げることでより安全性を高め、ポンプから配管、水槽、機器の材質にこだわり、腐食等を防止する細心の注意を払い管理しています。この恵まれた自然環境に感謝し、この先も共存できるよう、環境に負荷をかけない伝統の製法を続けていきたいと思います。

駒ヶ根工場 製造グループリーダー
唐澤 昌宏